
Industrial Inkjet involves a delicate balance of variables which must be managed by both the machine developer and the end user. There is a long list of components and variables that can create surprises when it’s time for the color control process to be implemented. This was the basis for my previous article Inkjet Developers: Great color doesn’t happen by accident!
Although a color workflow may be included with an install, process “color control” is implemented once in-line with manufacturing. Industrial inkjet is an ever-changing print process with thousands of different parameters and potential outcomes dependent on the manufacturing process, part chemistry, treatments, print heads, ink compatibility and curing. Each “purpose built” configuration is different than the next creating different variables for managing color. Industrial inkjet is in a completely different universe than the controlled world of high speed, wide format or flatbed inkjet reproduction on paper or even packaging materials.
With the industrial inkjet printing movement, the color engineers’ job is about more than knowing color management principles and implementing workflows and software but identifying and managing around the manufacturing variables.
This article discusses the many aspects of the industrial printing process that must be understood, along with potential sources of quality defects, before color optimization practices can be applied.
Understanding the Entire Process
Understanding what the customer’s print market requirements are creates a better understanding of when the printing activity happens in the context of the overall manufactured process and why a particular jetting process was chosen to meet those needs.
The print quality requirements for industrial applications vary widely. Consider inkjet-printed flooring image quality with randomized patterns of >1000mm optimal viewing distance as part of an integrated, inline manufacturing and print process with height and product surface variability. The process may necessitate head heights up to 5mm above the substrate and drop sizes > 18pl but the throw distance to the surface will vary based on the product surface height and feed variation.
Inline Manufacturing – Ink jet printed flooring- Industrial Inkjet Ltd
On the other end of the spectrum, direct-to-package printing on metal cans, plastics and glass is intended for a much smaller <200mm viewing distance accommodating small text and smooth solids. Manufacturing is normally separate from the inkjet printing process reducing the impact of manufacturing variables.

Off-line Printing System – Juno DTS
Due to very smooth surfaces, product-to-head distance is consistent and drop sizes (often multi-drop) are typically much smaller at 3-12pl. Smaller, light weight drop sizes require print heads to be positioned closer to the product (@ 1-1.5mm) to ensure drop accuracy necessary for print clarity.
The angle at which the product is printed is also important. For products printed in the round, the jetting angle of the head (180 or 90 degree) can affect drop size requirements.
These examples demonstrate how the color quality delivered by an industrial inkjet solution can be affected by all of the component parts of the bespoke print process and the overall industrial product requirements. Color management for industrial projects must consider:
- Print/Market Requirements
- Substrate surface tension
- Pretreatment response
- Impact of print environment
- Variability in motion control
- Drop sizes/# Drops
- Curing/Drying
- Post applications
Everything Affects Color Management
Color management is about controlling expected results. You cannot manage the moving process. It is important that any quality defects are identified and addressed before optimizing color:
- Wet-out- low and high
- Graininess
- Flute Banding
- Head Banding- process/cross process
- Jet-outs
- Color to color bleed/wicking
- Adhesion
- Coalescence
- Orange peel
- Over spray/satellites
- Registration
Examples of Print Defects

Black – Low ink wet-out (left) – High ink wet-out (right)
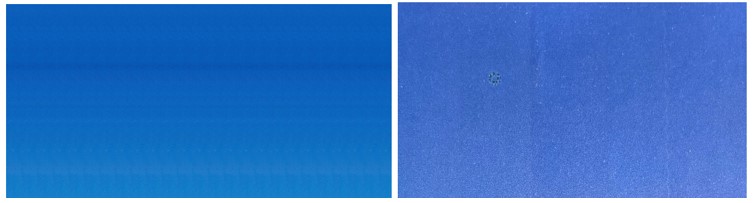
Cyan – Banding -process and cross process
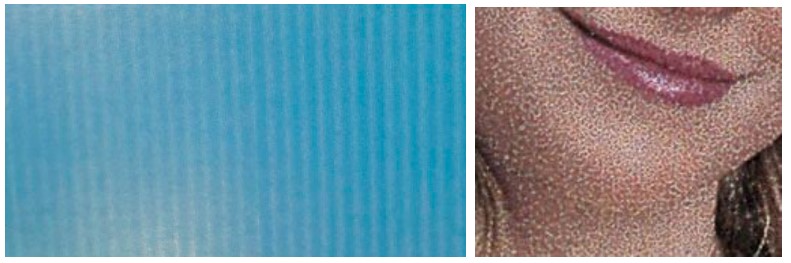
Cyan -Flute Banding (left) – Orange Peel (right)
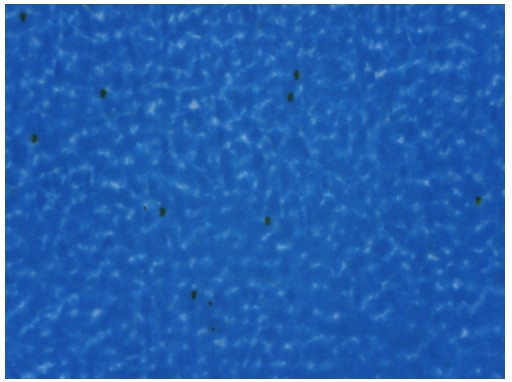
Cyan coalescence with satellite drops
Previous to any color management implementation, a clear print evaluation is needed for determining why the defect is happening. Some elements may be addressed on site, whereas some of the print defects may be caused by uncontrolled factors such as part manufacturing inconsistency.
Don’t Chase Color. Lead the Way.
Industrial color management is a complex process. The message here is to understand defects and why they are occurring so there may be clear communication with the printer and OEM as to why print quality and color may vary. Until stable results are achieved, the process cannot be successfully tuned for optimal performance.