
This article is the second in a series on understanding inkjet for textile printing. It is written for companies not involved in textile printing other than signage. The goal is to assist companies to evaluate, optimize and grow their businesses using inkjet with focus on Roll-to-roll (R2R) inkjet textile printing, choosing the best technology and equipment fitting their specific needs.
In this article we will speak about the fragmented nature of the textile market and how final product requirements of the printed fabric, such as physical and chemical fabric properties, must be chosen specifically for the intended end use.
There is not a single textile market
You can find textiles in different markets and sub-markets. The textile industry is highly segmented and varied, with a long, fragmented, and confusing supply chain.
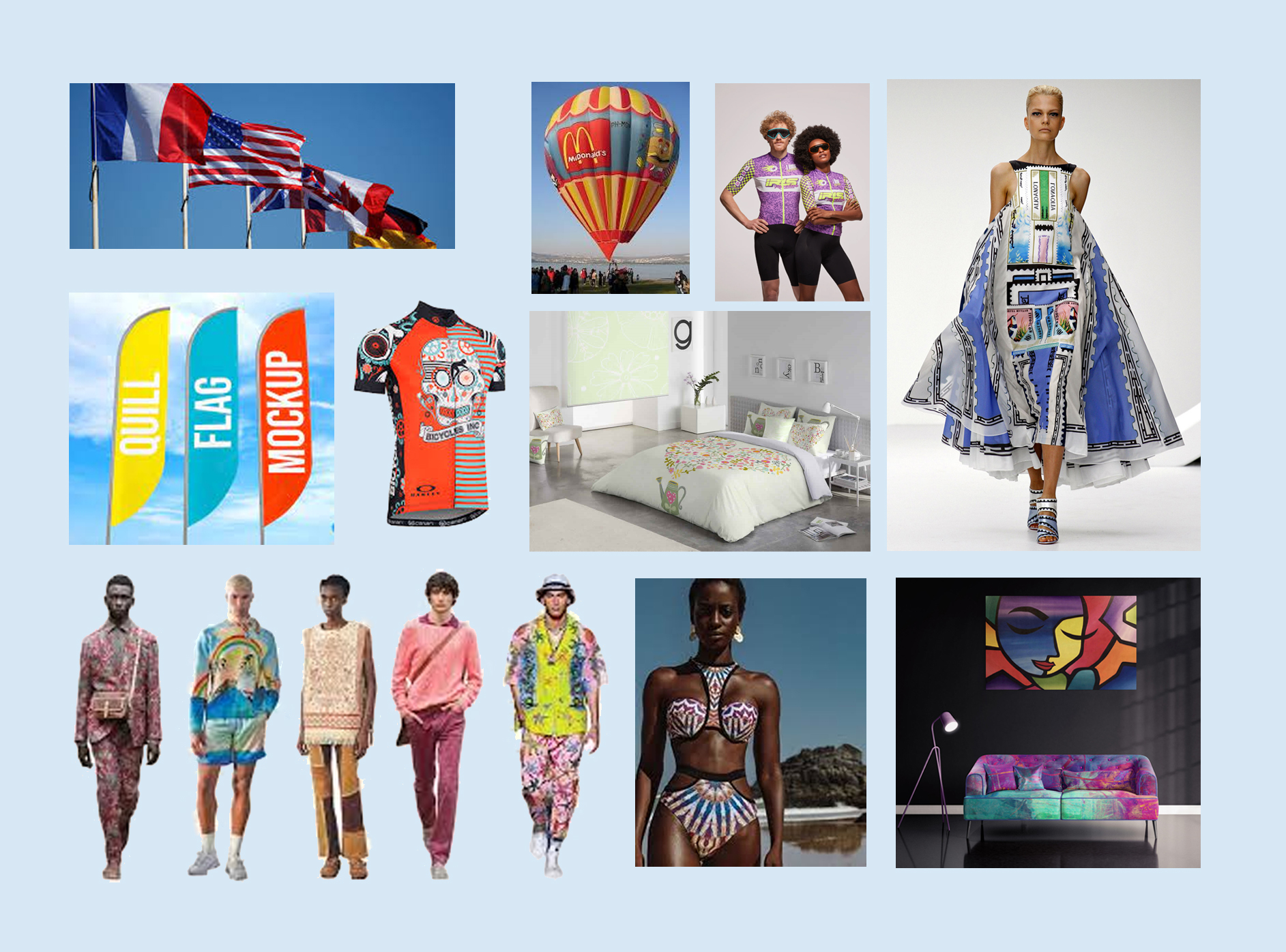
The textile sub-markets most relevant for digital printing are:
- Promotional textiles: including flags and banners; point-of-sale (POS) displays, shop decoration, event graphics and the signage market (which is not discussed further in this article.)
- Décor: includes mostly woven fabrics used for home and commercial interior decorating, e.g., curtains, bedspreads, pillows, carpets, upholstery, lampshades, room dividers, wall coverings for noise reduction and acoustic improvement, etc.
- Fashion: consisting of garments for (fast) fashion (women / men / youth / kids / baby), couture, lingerie, footwear, and accessories. Both woven and knitted fabrics are used.
- Sportswear and swimwear” are subgroups of fashion with mostly knitted fabrics.
Intended end use dictates fabric properties
Depending to the planned end use, you must choose an appropriate fabric having the necessary properties for the item to be printed. These include physical and chemical properties such as strength, elasticity, weight, moisture transfer, draping, sewing, washing compatibility and recyclability. Each market segment has its own specifications and requirements.
While the final textile end product (end-use) dictates the requirements to the fabric, the fabric dictates the choice of ink (application). Let’s look at different types of fabrics, such as woven and knitted, and the characteristics that impact ink compatibility.
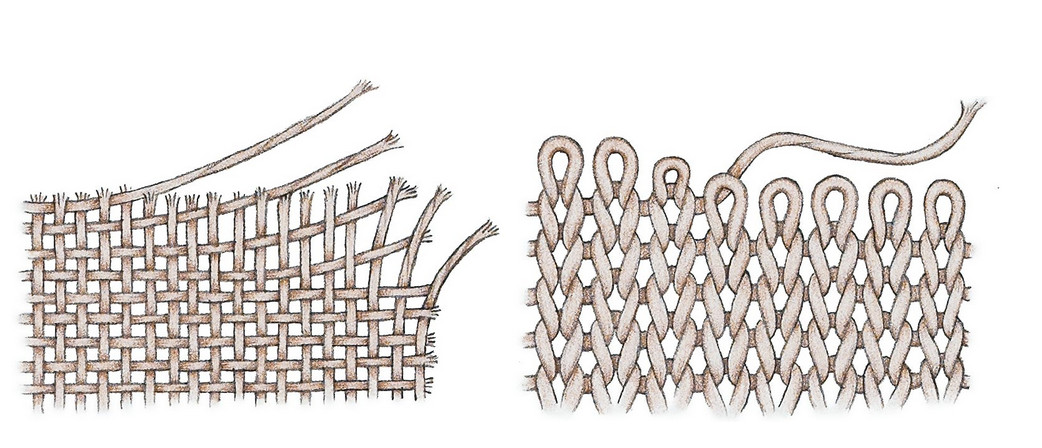
Woven fabric and knitted fabric
Woven fabric is produced through crosslinking two sets of yarns (called weaving), left picture. Knitted fabric is produced by interlooping (or knitting) one set of yarn, crosslinked by loops, right picture.
Woven fabric is less permeable to air than knitted material.
Generally, knitted fabrics are flexible due to their construction with loops, whereas fabric with a woven construction is mostly inflexible. By adding a small percentage of spandex fibres to the weave, weavings can become elastic. This approach is often used to improve the comfort of garments, like stretch denim, but is problematic for recycling.
Types of Woven Fabric
There are 3 basic types of crosslinking for woven fabrics: plain, twill and satin weave.
A plain weave is the simplest, tightest, and less flexible woven fabric construction, having the same look at the front and backside. The most important representatives of this group are Cretonne for bed sheeting, Canvas for furnishings, Popeline and Voile for shirts, dresses and blouses.

Sheeting
A twill weave shows a surface texture with diagonal lines and can have properties from soft and loose till dense and durable. The most important representatives are Denim for jeans, Gabardine and Tweed used for suits, costumes, and coats.

Denim
A satin weave is a smooth fabric with a uniform, shiny, dense almost paper like surface on the frontside and a dull grainy backside, known commonly as Satin or Atlas fabric, used for dresses and blouses, linings and sheetings, accessories and furnishings.

Satin gala dress
Different Types of Knits
For knitting there are also 3 basic structures, namely Single Jersey, Rib, and Purl fabric. Single Jersey has a different looking front and back side, a quite low extensibility and the unpleasant behavior, for printing, that it curls at the edges. Single Jersey is the most common type of knitting, typically used for t-shirts, nightwear, baby-clothes, women’s fashion.

Single Jersey: Frontside with “V” shape loops (right picture), backside with “U” shape loops (left picture)
Rib and Purl fabrics are similar, but Rib fabrics dominate on both sides the “V” shape loops; making them very width-extensible. Purl fabrics shows “U” loops on both sides making them very length-extensible. Both knit structures lie flat and don’t curl at the edges like Rib fabrics.

![]()
Polyester and cotton are the most commonly used fabrics for digital printing in general. For sports and exercise apparel the most common materials synthetic fibres such as polyester and polyester blends. For both décor and fashion you will find cotton in addition polyester. For fashion purposes you will also find viscose, a man-made, wood-based, cellulosic fibre, bamboo and other plant-based fibres.
Intended end use dictates ink (dyestuff) properties
Dye sublimation (dispersion) is the most widely used printing process. It goes hand- in-hand with the use of polyester. However, the dye sublimation process doesn’t work on dark (pre-dyed) colors. This dyestuff group gives a good light and wash fastness. Polyester can be printed on directly or indirectly via transfering from paper.
Pigment ink is preferable for use on cellulosic substrates (cotton, viscose, and blends thereof). Here, printing on dark (pre-dyed) fabric is possible. However, it is important to note that primers (a white layer underneath) can interfere with the pre-dyed fibers and can cause an undesirable halo effect. Pigments have good light-fastness but lower wash-fastness and can somewhat stiff or sticky to the touch.
Reactive printing is preferred for high quality goods printing on cotton, viscose, and silk fabrics where high wash-fastness, brilliant colours, and soft touch are all required.
The above dye groups also differ in terms of ease of use, required textile processing knowledge, and need for dedicated equipment. These topics which will be discussed in a future article.
Different players. Different languages.
Within the textile manufacturing chain are different disciplines and stakeholders involved. They range from brand owners and creative professionals, to production experts all participating in the transformation of a design into a useful textile product. Different stakeholders may have different expectations, speak different languages, and may not understand one another’s challenges, yet they must work together for success. Understanding the suitability of the print process for a fabric and end use application is important to establish common ground among stakeholders.
In the next article we will dig deeper into the different applications discussed here with a focus on the connection of fabric, ink, end-use and complexity.