
One of the first ink-specific posts for Insight talked about viscosity, mostly as it related to production printing but also in terms of other single-pass applications. As inkjet gets deeper into industrial applications like 3D printing, materials get more challenging in term of demand for end-use properties. Ralf Schlözer recently wrote about functional printing which is most prominent in 3D printing applications, and direct material jetting in particular but it also true of the coatings market.
As a result, the original high/low descriptions of viscosity that evolved out of the different printhead designs over the last 20 years really don’t have a literal meaning. In this article we seek to clarify the current terminology being used by manufacturers and commentators alike and put it into context compared to some of the other printing technologies too.
Viscosity Units
This bit is quite easy to remember because we define the basic unit so that it is a nice round number for one of the most important and well-known chemicals on earth. We’re celebrating a new year, so you probably thought I was going to say alcohol….but no. Actually water.
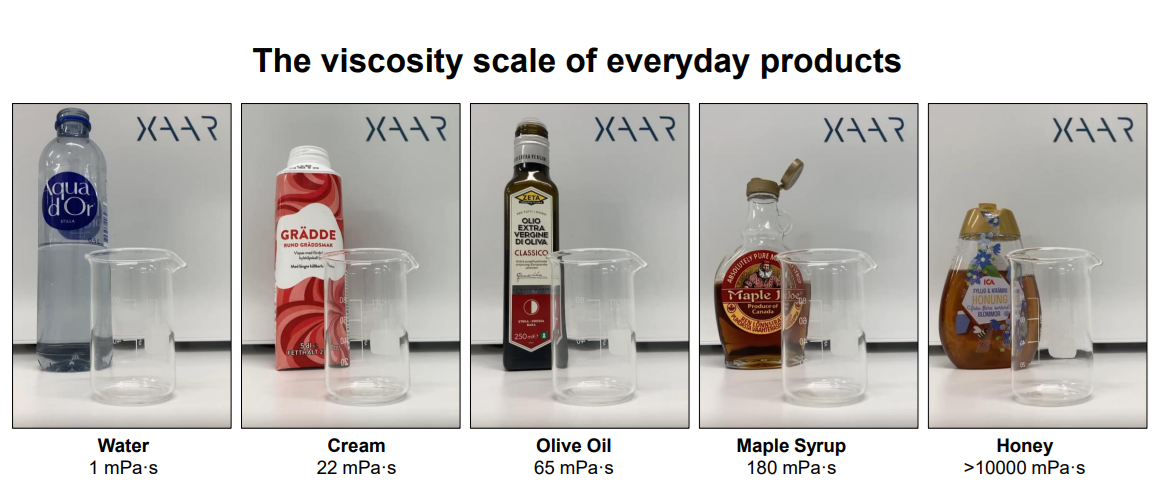
Pure water has a dynamic viscosity of in metric units of 1MPa.s1 ( millipascal-seconds) at standard room temperature and atmospheric pressure. Quite often we like to simplify this physics-based description and, as a result, you might be more likely to hear someone say “centipoise”, which is abbreviated cP. In the image below kindly supplied by Xaar from their Open Day, some viscosities of other everyday products are revealed.
When inkjet was first invented the inks used were quite thin NS “watery” since they were based mostly around dissolving color into water as the solvent. This turned out to be quite useful for the first home-office targeted heads using thermal ejectors (TIJ) from the likes of Canon and HP. Thus, the first inks were literally “low viscosity” (~ few cP).
When piezo heads were developed for other inks like UV and applications became more industrial, it was useful to design bigger channels leading to bigger nozzles to allow for easier flow of thicker inks. Most early industrial heads would work with materials in the range of ~10x-20x water (10-20cP), almost like pouring cream, although there was a fashionable optimum for many at ~10-12cP.
In the late 2000s, with the advent of Si-MEMS heads like Samba and other higher resolution alternatives like Kyocera, there was a tendency for ink companies to call these newer piezo heads “low viscosity” – since they were more comparable to TIJ – and the rest of the “high viscosity” options even though the 10-20cP is still very much “low viscosity” in absolute terms. This is especially true from the perspective of many other familiar liquids as already discussed, but also with respect to other ink types as we shall mention.
Viscosity Measurement
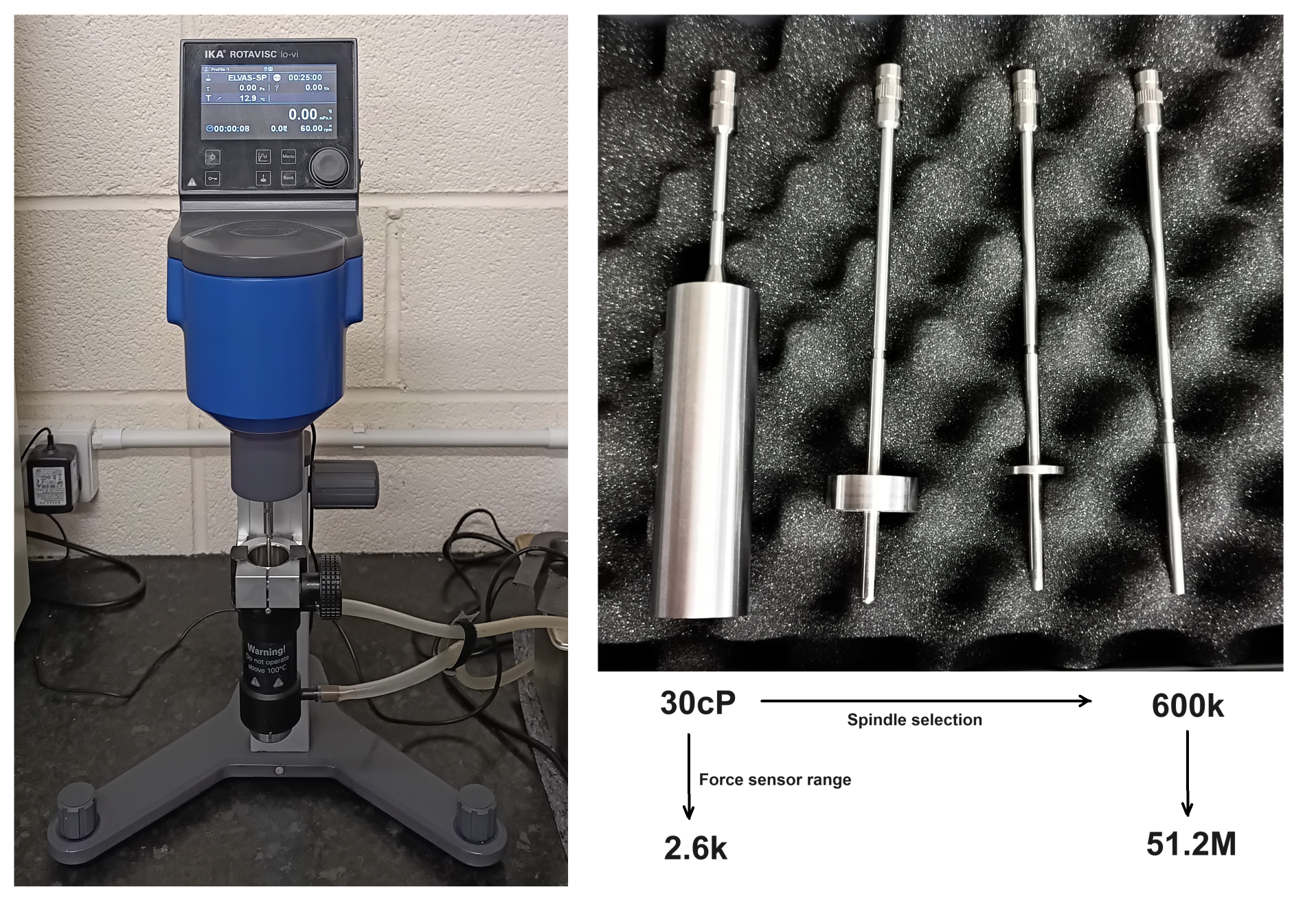
I suppose it won’t be a surprise to many who read my articles that that I have equipment to test ink viscosity. I use something called a “viscometer”. In most cases inkjet labs around the world make use one of the simplest kinds of benchtop systems, known as a rotational viscometer. The example shown below, is from DoDxAct’s own inkjet laboratory.
It measures the force needed to rotate a known geometry of a submerged “spindle” into a sample of ink. The higher the viscosity, or “thicker” the fluid, the harder it is to get it to rotate. Imagin trying to stir a cup of coffee compared to a tin of corn syrup. By changing the spindle and upgrading the force sensor a huge range of properties can be measured and these devices are used in a massive range of markets beyond printing, including cosmetics.
For inks that normally come in buckets rather than bottles, like flexo, the better-known typical quality control lab specifications use viscosity cups. This is literally a cup, with an intentional hole in the bottom. Some even have a handle for easy dipping into a bucket.
The method is so simple. You just have to cover the hole, fill the cup to the predetermined line and then time how long before the ink drains away. Obviously, the type of cup needs to be specified in terms of volume and the hole size to make any sense of the result in comparison the next guy and so there are agreed standards for different ranges.
The acceptable values (specs) tend to be a bit wider for analog printing since the ink can still work but that is definitely not the case for jetting. As a result, although there are many conversion tables easily found on the web to translate cup times into their cP equivalent, they are simply not accurate enough to use for jetting, hence the relative complicated machinery.
When doing these types of accurate measurements at low viscosity, the simple viscometer shown above is generally limited by how fast it can try to spin in order to develop different “shear” rates. This can be a limitation for understanding the role of viscosity in inkjet, as well as traditional / analog print methods, since the ink “sees” different conditions throughout its journey from bottle to nozzle to substrate.
Rheology
This brings us to the topic of rheology, which is a whole academic subject concerned with the behaviour of fluids when subjected to different shear forces. Mostly we tend to worry first about the shear thinning behaviour of inks, since this can change the effective viscosity during jetting. However, as soon as rheologists scratched the surface and started to look closely then studies have shown that more complex behaviour is also very important, especially when fluids get more complicated than dye in water.
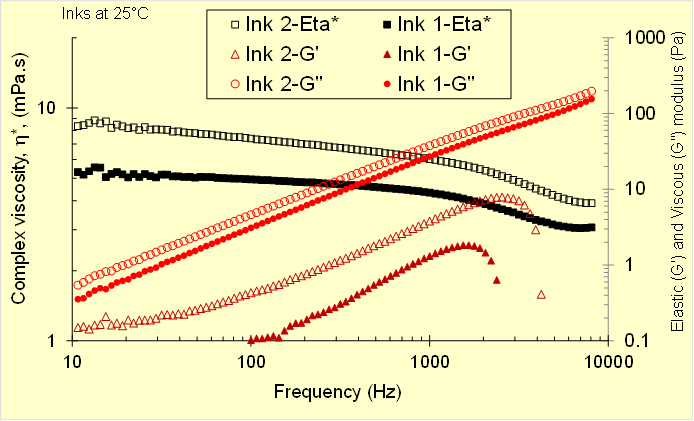
A rheometer is a special piece of lab equipment for exploring these effects, with one inkjet-targeted example being the Piezo Axial Vibrator from UK supplier TriJet. This can measure the shear behaviour and elastic effects that can stop an ink from jetting properly, even if its regular QC viscosity result seems right. The image below gives examples of two shear-thinning inkjet inks which also show some elastic response with frequency (the variable called G’).
Back to Terminology
So why go to the trouble to explain all this? Well basically there are some printheads on the market that can go way beyond what was previously thought to be the maximum viscosity of 20-30cP. For example, Xaar has announced 100cP limit for their heads using TF Technology™ and called this “Ultra High Viscosity”. At their Open Day in November 2023, there were some really cool demonstrations of the potential offered by higher viscosity capability, including one where a Xaar Nitrox head was used to jet a UV flexographic ink.
Since Xaar’s first announcements a few years ago, German innovators Quantica have commercialised their own tech, a piezo head system which can eject material in the range of 300-400cP, as we described back in April 2023. They have wisely avoided any adjectival one-upmanship, although one LinkedIn commentator coined the description “mega” viscosity. That is not very helpful, though, since unlike “ultra”, “mega” is of course a common number prefix meaning 106 so has the chance to be truly confusing. Both MPa.s and MP are order of magnitude greater than mere 100s of cP!
I also wrote in April about the tech from Scrona from Switzerland, which due to its completely different electrostatic way of generating tiny drops can theoretically deposit fluids up to 10,000cP. Ralf Schlozer recently gave a longer exploration of the potential benefit of the Scrona tech in a lovely topic-focussed article so we won’t try and repeat his good work.
For those of a more mathematical mind, 10,000cP is probably more sensibly known as 100 Poise, or for the Science Nerds (my people!) perhaps it is even better stated as 10Pa.s. This is indeed more literally “ultra-high,” being more comparable to the lower end of the range for lithographic inks! Since that description is already taken then perhaps we’ll just have to stick with the numbers as the best guide to capability differentiation since “extremely” high sounds a bit daft & my Dad always tell me off for using double quantifiers like ultra, ultra-high.
We hope that helps bust some jargon, but if upon reflection you prefer to have your viscosity info in table form, do check out the recently-updated list maintained by inkjet equipment innovators Imagexpert of New Hampshire. Comments very welcome as usual, otherwise come back soon for some more industrial inkjet tech Insights.
1. Millipascal seconds is a measure of the internal frictional resistance of a liquid to the application of shearing stress or pressure.