In our 2021 article on Ceramics Tiles and the Recirculation Revolution, we discussed briefly how the ceramic tile markets adoption of digital inkjet technologies for color decoration has expanded to become a truly additive manufacturing technique. This time we look to expand on those insights and describe a little more about this fascinating process that is evolving from a hybrid analog/digital workflow into a highly digitised manufacturing with more similarities to 3D printing techniques like binder jetting but done in true single-pass.
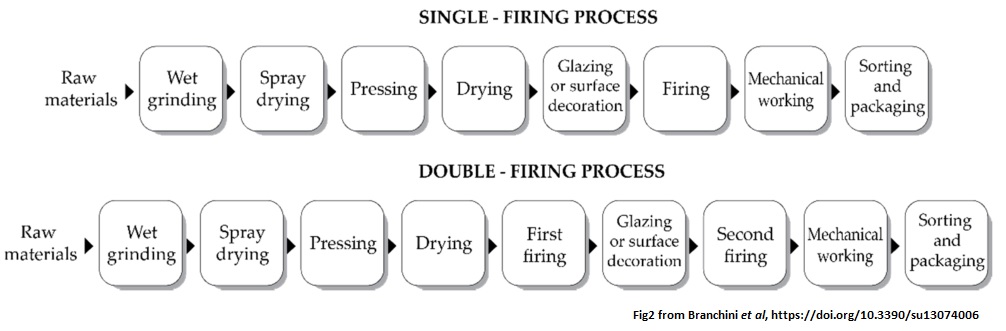
It helps to understand a little how tiles have been conventionally produced, decorated and patterned. For this part we are going to try and keep the story as simple as possible. For printing of unfired “green” tiles it all starts with a square or rectangular tile body that is pressed into shape from partially hydrated powders. This pressed shape can be intentionally made to be patterned on the surface, modifying that structure for different designs. This surface decoration comes at the cost of tooling changes and downtime of the line.
The next step is to deposit a bottom layer, usually by curtain coating, which forms the base color of the design. It is the next step in the process of color decoration; where inkjet made the biggest initial impact replacing patterned screens and engraved rollers with digital decoration using inorganic pigments. For this part we described already the importance of recirculation for improved reliability. Finally, an additional layer of glaze is used to provide the final surface finish, which can be varied in texture gloss level by its glass constituents.
Already in 2015, when I made my last visit to a ceramic tile plant – inkjet had begun to make an impact there with jetted effects of matte, gloss, lustre and reactive. The latter is used to achieve surface structure in the enamel and is also known as a “sinker” ink.
Since 2014-2015, the holy grail of OEMs has been to modify the process to be as completely digital as possible, which encompasses potential “3D printing” of the body itself all the way through to depositing the base glazes and decorative effects involving glues and grits. The idea is to allow complete design freedom, limited only by the imagination of the designer or the desire to replicate some other natural material, such as wood. As we mentioned last time, this has involved introducing water as a carrier material, which spurred on innovation on the part of the piezo head manufacturers as well as motivating new aqueous-capable devices to be developed.
Printing of the topographic elements of the tile involves an order of magnitude higher coverage, from ~10 gsm used for colors towards ~100 gsm or more. For higher resolution, this need is being met by large volume heads like the RC1536L-A from Seiko Instruments, shown below, which can produce droplets up to 225pL. At 360x360dpi that is equivalent to almost 50um layer of ink.
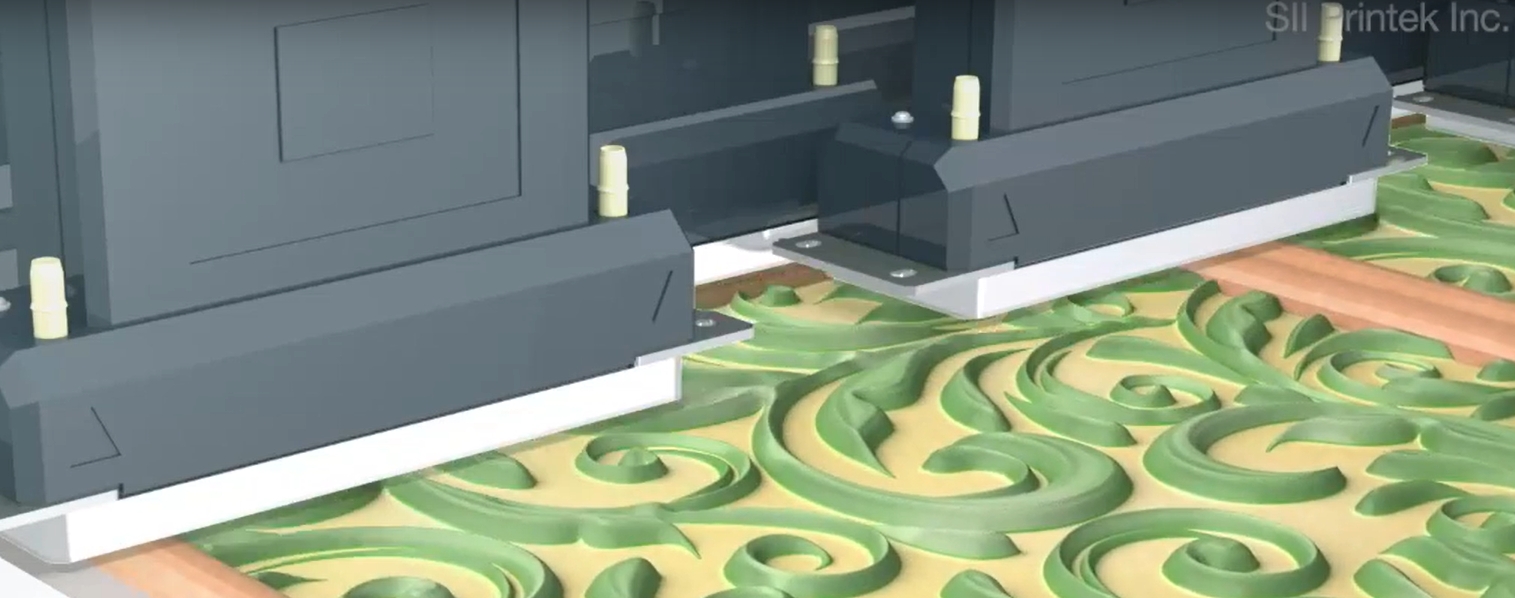
Seiko Instruments- RC1536L produces 3D decorative effects
At these larger droplet sizes then the ability to throw the drops larger distance becomes a specific benefit to the number of ceramic/porcelain applications that came be met. This can include second fire decoration, where more complex shapes and topographies are decorated, as shown above. As well as tiles, other examples include tableware and bathroom furniture as seen in the example below printed with equipment from Italian firm Projecta Engineering.

Inkjet printed complex shapes
There are some materials that just cannot be conceivably put through nozzles, however. In this case, the process is developed as a hybrid type, and this is where the comparison to 3D binder jetting becomes relevant.
Sacmi, for example, described in a Ceramic World Web Webinar, their solution to print adhesive followed by a solid “grit” material which provides for a very tactile surface decoration that goes way beyond decoration, as shown in the photo below. The difference to conventional additive (or “3D printing”) is that the products are created in serial production lines using single pass deposition, so are truly mass additive manufactured.

Sacme tactile surface decoration
As the market pushes for the utilisation of more challenging materials, deposition technology itself is being developed to meet these challenging requirements. We spoke before about Durst’s “Rockjet” being one implementation of a valve-jet style of print head. Generally working with lower nozzles per inch and drops towards the nanolitre range, the aim of such devices is to expand the deposition potential to an order magnitude of kg/m2. This allows the glazes application to be deposited in sufficient volume in single pass with digital patterning. Quantica GmbH has been promoting their new technology for depositing higher viscosity fluids for 3D printing and it could be interesting option for ceramics as well.
We have discussed how ceramics remain an application that drives innovation in single-pass inkjet printing of functional materials in variety of different ways. It is now clear that some of the needs of the 3D printing applications using inkjet and those the ceramics market has converged when it comes to high particle size and high viscosity capability.
In a future article we will circle back to functional materials. It will also be fun to look at 3D printing and its equivalent use of “pagewide” single-pass technology for improved productivity.
We strive to address interesting inkjet applications as they mature and impact manufacturing, if you would like to know more about a particular application which currently or possibly is impacted by inkjet, please reach out we would love to hear from you.