Single-pass inkjet printing systems working on narrow web have been developed over the last 15+ years to become an accepted technology for the production of labels for a range of sectors. But what were the challenges to be overcome, and what made one ink more successful than another?
Early Entrants
The first industrial single-pass systems were constrained by the head technology available at the time. Print heads often had only 100-300 nozzles per inch, which limited the quality of the labels. Therefore, the first machine used single color and was used for imprinting in order to add digital data to flexo printers. The Jetrion 3000 series was a good example of this. The next step was to make a bigger array of heads and give the printer the ability to cover the whole web width. For Jetrion, that was the 4000 series. Soon after, a small UK company, FFEI Ltd, worked with Nilpeter to produce the Caslon machine, which was sold as a standalone roll-to-roll or integrated into a flexo printer.
Ink & Head Choices
What these early machines had in common was the choice to use UV-curable inks. Not only did this makes sense because of the success of UV flexo printers, but the UV inkjet inks offered a special blend of stability in the print heads and the instant drying of their flexo counterparts. We will come back to describing the benefits of UV inks in a range of application in a future post.
As we discussed in recent posts, the most important inkjet ink characteristics from a single-pass perspective are the surface tension and viscosity. In the early days, the secret to success was getting the ink to work on a variety of media, absorbing paper and non-absorbing polymeric films. This was mostly about tuning the additives combinations, along with the base chemistry to avoid too much shrinkage, a key issue with UV ink based on monomers.
Paper versus Film
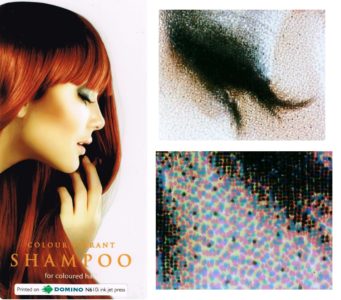
From a print head perspective, the two most successful products from ~2008 onwards were the Xaar XJ1001 and the Kyocera KJ4. The former used recirculation to maximise the nozzle reliability, whilst the latter offered a higher print speed for a single row of print heads. Both featured heads that offered grayscale printing, by multiple drop sizes as summarised in the table below, where we calculated the “apparent” resolution for comparing inkjet systems.
Print Quality
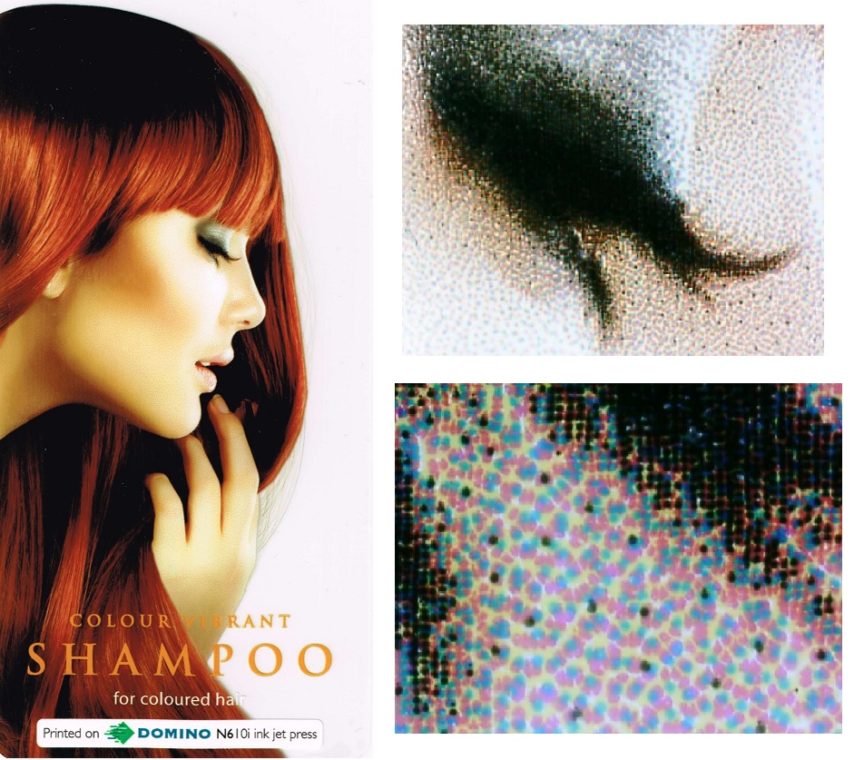
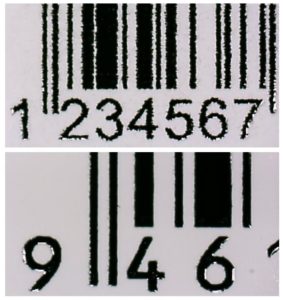
So that’s a lot of numbers, but what does it mean? Well, it is instructive to look at some samples from different DPI and actually try and picture what the different drop sizes make possible. In the picture below we look at a typical 600Dpi print sample from LabelExpo a few years ago. We can see some of the features of inkjet and how they differ from Flexo. The biggest risk is the correlated merging of drops in the “error diffusion” pattern, which lead to noticeable granularity in colour in mid-tones. As coverage increases there is a critical point at which there is more ink than media and definite lines in the print become visible due to non-straight jets. Finally, when there are flat solid colours, the differences between the heads and their joins become the most sensitive region. Of course, this all depends on ink spread.
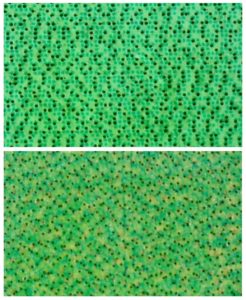
As an example of how addressability helps, when Durst changed their printing mode from the standard to HD, it made a real impact to the apparent graininess in the image since there were more “addressable” sites to deposit the smallest drops and prevent correlations that are picked up by the eye. In the latest printers, the capability is expanded by the Si-MEMS Samba™ print head mentioned above. Capable of producing tiny 2pL drops at 1200DPI, the microscope images below show the comparison of dark green consisting of yellow, cyan and black dots. Of course, even with the best drop positioning in the world the ink properties of viscosity and surface tension still need to be tuned to make the best-looking labels.
Ink Choices
Most single-pass labels printers sold today use UV inks. As we said, not only was the chemistry familiar to the market from the growth in UV flexo, but the UV ink’s performance on plastic media was well developed from the wide-format graphics market. The ease of maintenance for UV-cured inks also gave much better reliability for periods of non-use typically experienced in early adoption.
We have now also seen LED curing in label printers for some time, but the low viscosity of inkjet systems tends to increase the chance of oxygen inhibition of the UV-curing process. Combined with the small drop sizes of the 1200Dpi printers, this makes it harder to perfect the cure compared to UV-Flexo or, even more especially, UV-offset. Therefore, you may see nitrogen inerting being used for this reason. The Fujifilm packaging printer is an example of this.
What we are on the cusp of is the expectation of single-pass inkjet ink technology development shifting to water-based inks, and not just for paper-based applications. This is driven largely by the sustainability requirements, but also in response to the increased hazard labelling of low-viscosity UV monomers and photoinitiators. The good news is that the latest generation of 1200 DPI piezo heads are perfectly suited to the low viscosity of water. This is augmented by high resolution thermal inkjets, like Memjet, who have been making steady inroads into non-paper applications. Where the challenges remain is in getting the substrate performance and maintenance reliability to match the high bar now set by UV.
Future Developments
Where aqueous inks for labels and packaging are concerned, there is quite a lot of overlap with development for coated papers and for production print, as we discussed before. This is true of printer architecture too as inkjet R&D activity shifts its focus from labels to flexible packaging, where there are common challenges. Developments have been afoot for some time so watch this space.
In our next techie posts we shall re-visit the advantages of UV inks for single-pass applications, how e-beam is now being considered more often instead of UV, and also talk about hybrid inks.
Ref 1: M. Bale, Inkjet Tech for Label – A glimpse under the hood, 2018 Narrow Web Tech (out of print)