Introducing inkjet solutions into your environment takes a great deal of planning. Floor space, HVAC, electrical, humidity control, dust control, vacuum systems, etc. For many of us, this also involves other decisions as well.
- Do we make the transition to “roll to roll”?
- If so, how do we make the transition?
- How do we best utilize our other print and finishing equipment; both while in transition and long term?
The capacity and throughput of your workflow systems also becomes a consideration. High speed roll fed inkjet can stress many workflow components. Understanding the bottlenecks and breakpoints within your workflow is essential to averting issues around missed SLA’s. It is also critical to effectively utilizing your inkjet (and other) investments.
Getting Started
The first step in understanding your workflow capacity is realizing that not all capacity is the same. The following is a simple service bureau workflow we will use to explain this point.
Figure 1: Components within a Workflow System
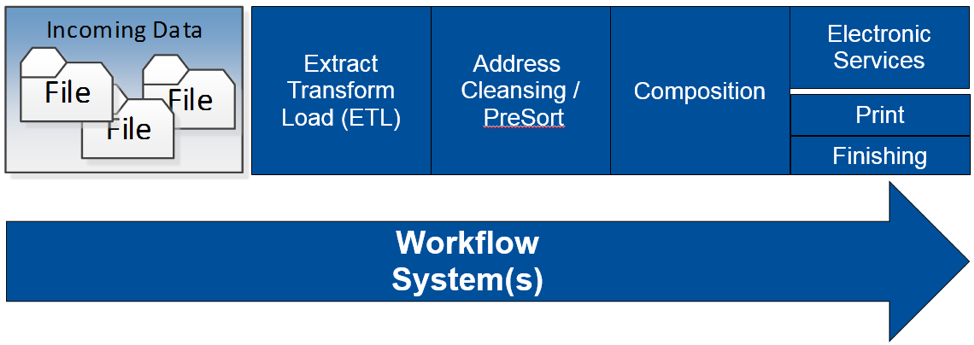
Workflow Capacity Attributes
Workflow systems are typically made up of several components. Each component will have its own capacity metric. Metrics are fundamental to understanding your capacity and they are unrelated to a specific Job.
The following are the four key metrics relative to the workflow in Figure 1 that we need to understand:
- Records per minute
- Documents (mail pieces) per minute
- Sheets per minute
- Images per minute
Please note that the “per minute” unit of measure could also be “per second, per hour”, etc. The next step in understanding the capacity of your system is to associate a metric with each workflow component. Using the components in the Figure 1 workflow above; the following table maps the workflow components to their workflow metric.
| Component | Metric |
| Extract, Transform and Load | Records per minute |
| Address Cleansing / PreSort | Documents per minute |
| Composition | Images per minute |
| Electronic Services | Images per minute |
| Print (assumes duplex requires 2nd pass) | Images per minute |
| Finishing | Sheets per minute |
When determining the capacity of your system, it would be much simpler if all of the components were driven by the same metric. However they are not. This drives significant complexity when attempting to model your workflows capacity. This is because every “system” and every “component” in the system has a constraint, a capacity limitation.
So what is a constraint and how do we find the constraints; the bottlenecks within our systems? In 1992, Eliyahu M. Goldratt wrote a book called “The Goal”. In his book, Goldratt gives the example of a scout troop on a hike. The goal was to get the troop to the campground in some reasonable amount of time while keeping the group close enough together to maintain adult supervision.
The constraint was identified as Herbie, the slowest moving boy in the troop. He was easily identified by the queue of boys behind him and the growing space (starved queue) between Herbie and the boys in front of him. So what is a Constraint? Anything that limits the output of a system; the resource within a system which prevents system output from reaching a goal. Finding your constraints requires understanding capacities at the component level. The next step is to measure the capacity of each component within the workflow using its’ assigned metric. We will cover measurement in my next post.
In the next article, we’ll look at measuring and modeling capacity to determine whether a job will fit within contractual SLAs.

Tim Cooper is the Chief Architect responsible for inkjet workflows with Harland Clarke and previously was the SVP Information Technology with NCP solutions.