
Inkjet is being used in a never-ending number of manufacturing processes from paper to glass/ceramics, and plastic, metal and wood. This article covers some of challenges and innovations underpinning the ability to print directly-to-shapes, a method that could be more eco-friendly than labelling.
All About Math
The challenges of printing on anything that is not a flat surface are all very dependent on the exact geometry. The two-dimensional arrays of nozzles have to be “mapped” to the shape in order to decide which nozzle gets to deposit to which location, from what distance, with the best accuracy. The left-hand side of Fig 1 below, first shared in our 2020 post on single-pass printing, compares the simplified examples of (top) using a large head to make a print at varying distance to (bottom) using smaller heads to potentially follow the curves. In the first, the main issue is understanding that the timing of a drop’s flight will be different at each point, and dependent on the speed of the part. Accuracy is easier when printing slowly, and some applications, like printing to tableware, have taken advantage of this. We showed included some relevant pictures in our post on ceramics earlier in the year.
The photo on the right of Fig1, based on a test conducted in our lab, demonstrates the other main challenge: slope. The effective resolution of the head is influenced by the gradient of the different bits of the target shape profile. On the steeper edges the nozzle separation is larger and lines between the jets becomes visible – note the apparent “jet outs” in the picture below. With greyscale heads the volume deposited can be compensated to achieve a similar coverage (Cslope = Cflat/cosθ ) but the nozzle spacing is an intractable issue. Even though all nozzles are firing, the larger heads can’t target all of the angles. This is why the smaller heads can be a better approach.
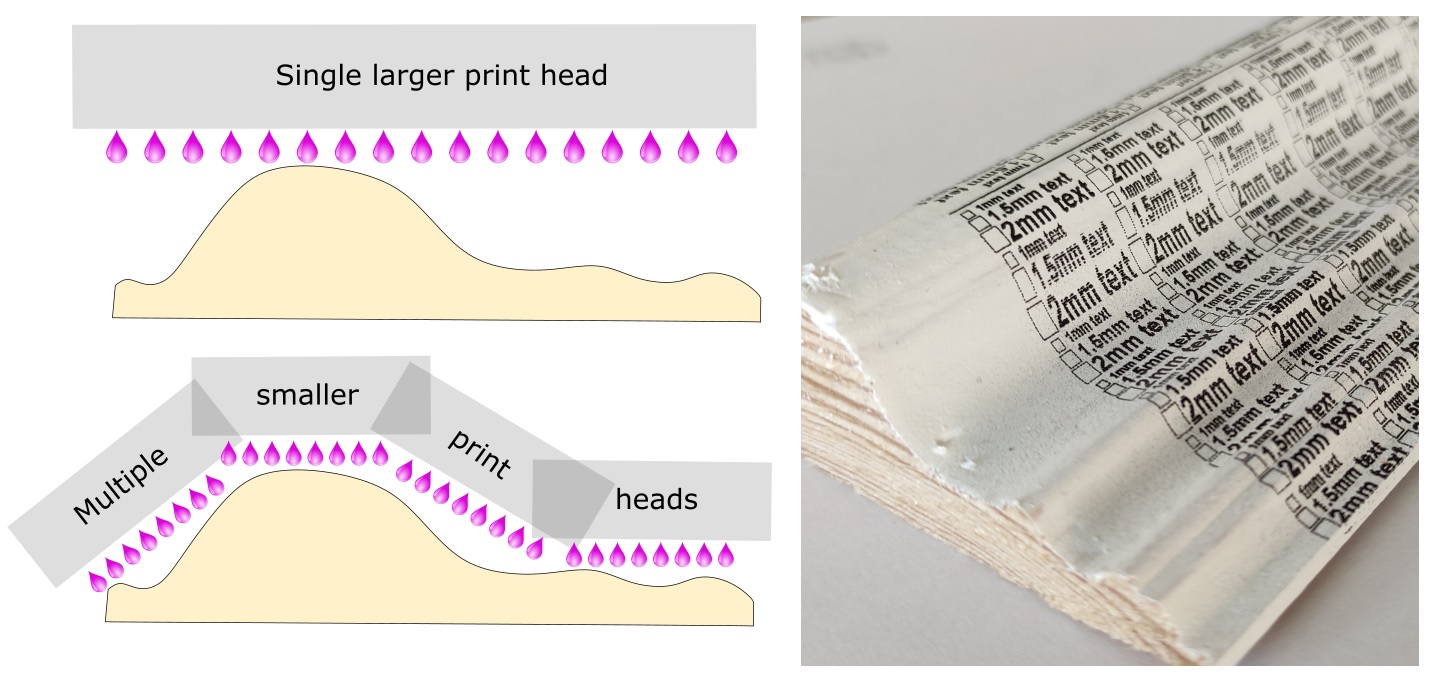
Fig1: Printing to arbitrary shapes can be achieved but there are limits to throwing drops further.
Since the implementation is a little easier, at least conceptually, symmetrical, cylindrical parts were among the first to be inkjet printed in the 2010s. Scanning graphics printers could be made to decorate tube shapes with little modification. In 2020s, we now see more implementations across a range of productivity from near-consumer to mass production.
Different Types of Cylindrical Printers
Most of the printers available have tried to keep things simple by having only one or two heads per color with different print stations for each color. The part is mounted on a rotation mandrel which indexes between the printing stations. This can be done linearly, as Tonejet does with the Cyclone printer, or it can be around a circle, an approach used by Italian company Omso Spa.
The speed of the machine is determined by the rotation speed of the part and its diameter, and the speed at which indexing can be performed between the positions. At some point, airflow becomes real pain and one OEM has been known to describe the resulting print environment as comparable to a helicopter in terms of the turbulence created. This makes failure from misting as real concern, depending on the print distance.
In glass bottle printing some OEMs such as Dekron, part of the Krones group, have used modular vertical arrangements of print heads around a single mandrel, as depicted in the right-hand-side of the picture below. The bottle moves up into the printing module and is rotated to deposit layers of white, CMYK and varnish with intermediate curing. To protects the heads during curing, the modules have shutters over them.
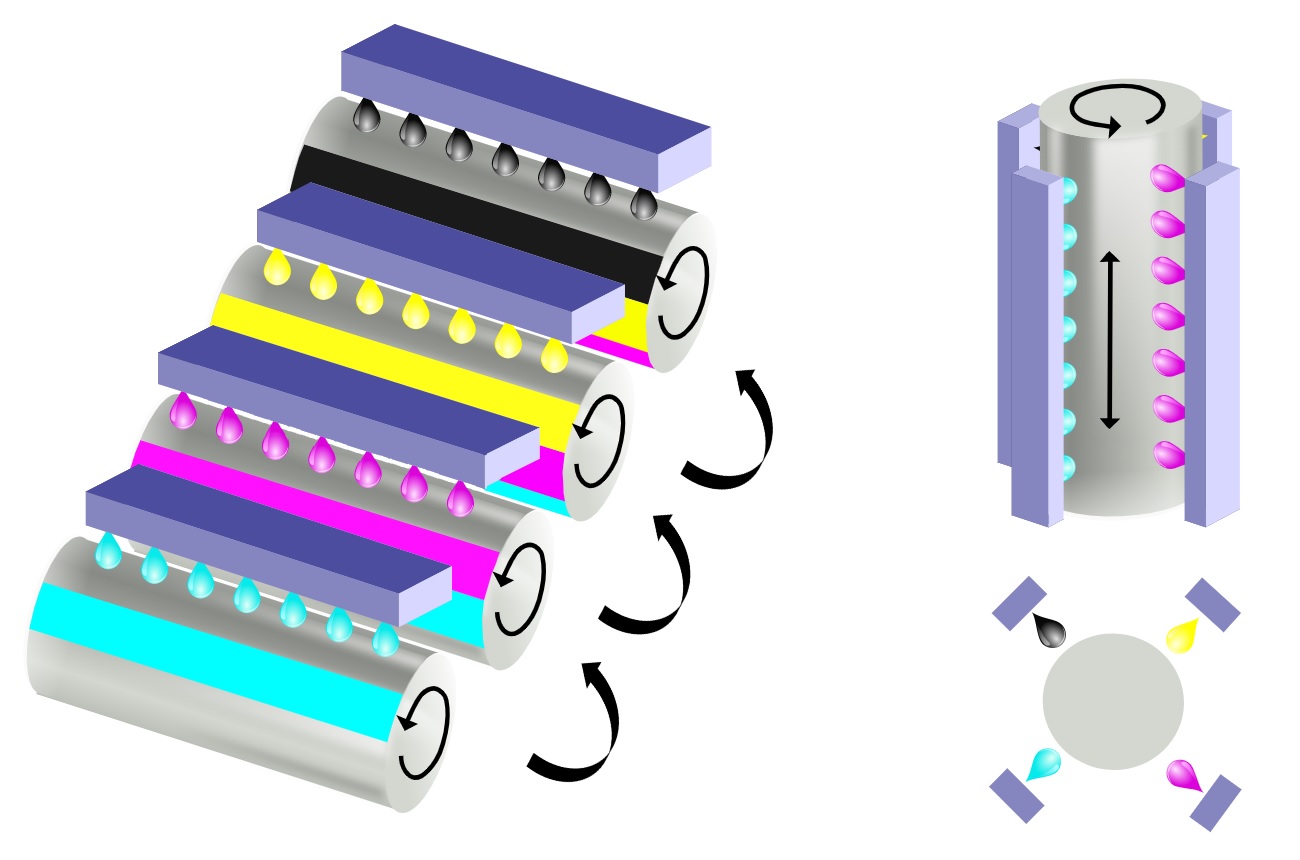
Fig 2: Schemes for printing cylindrical shapes with different head geometries.
In addition to these production style systems there has been a rise in the demand for personalization using direct-to-cylinder printing. This need has been met by a range of smaller machines for more localized decoration. Originally the main market demand was in cups, hence the name of the OEM Inkcups, but there has been proliferation to bottles that has resulted in some interesting machines features.
One of these is “helical” printing, which combines rotation with linear motion to provide a kind of multi-pass process that cures as it prints. This process is shown in the schematic below, where the heads are typically using two colors, thus reducing the dpi but also reducing the printer cost versus 1 head per color. The ink coverage is built up more gradually, as indicated by the reduced saturation in the first pass shown and the curing (of UV inks) is made inline. The other feature is confirmable print head architectures that makes it possible to print different parts of the bottle that have a different circumference with more accuracy, such as the neck. This is more like the bottom example in our Fig 1, but is depicted below with the up/down arrows indicating how the heads can change position.
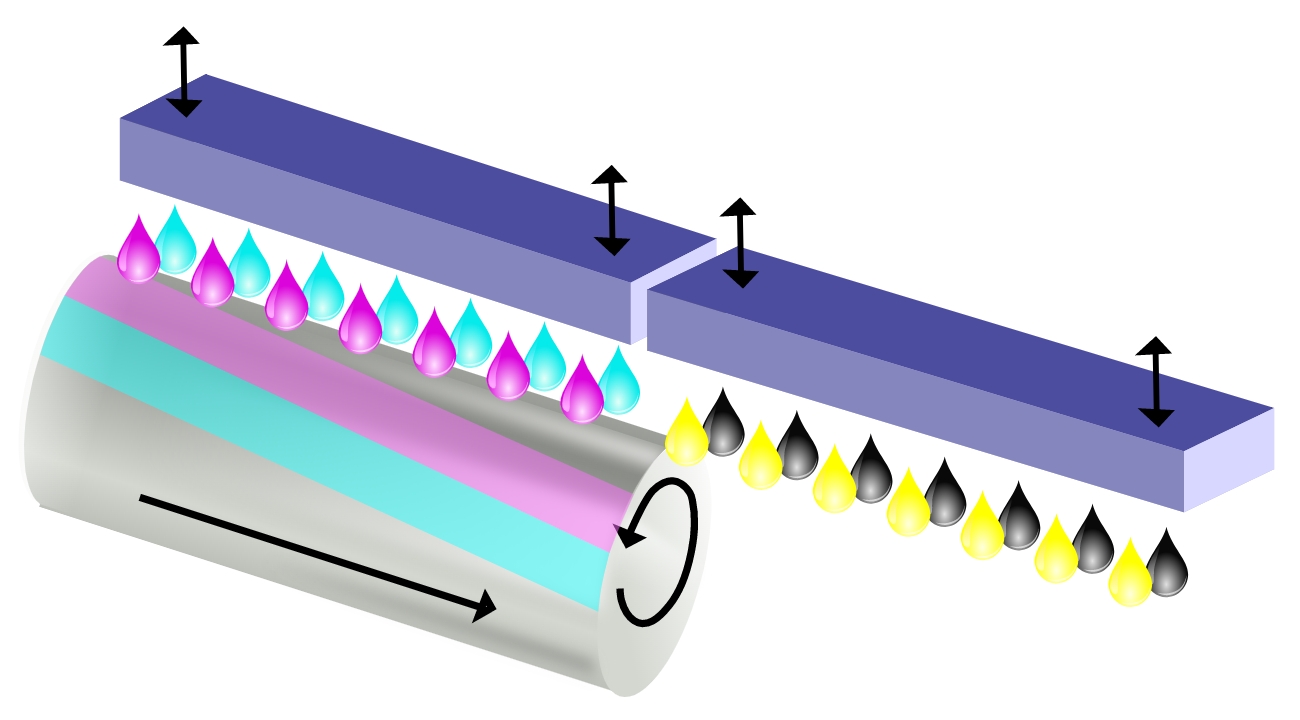
Fig 3: Helical printing combines hardware and software combination for cost-effective personalization.
In all the methods described, there has been an emerging trend to extend 2D printing to 2.5D or 3D printing. The terminology varies depending on the height being printed, and there is no strict definition, but once the deposition reaches sufficient layer to be measured in millimeters tall, rather than microns, it really does begin to feel very 3D by touch. We will come back and talk about some of the challenges in that sort of printing, which is also common in décor.
Printing to shapes encompasses a wide range of product types, but cylindrical packaging presents the biggest opportunity for marketing-driven volume production and for consumer-driven personalization. Hopefully we have managed to explain some of the ways it can be done and would be happy to explore this topic further based on feedback.